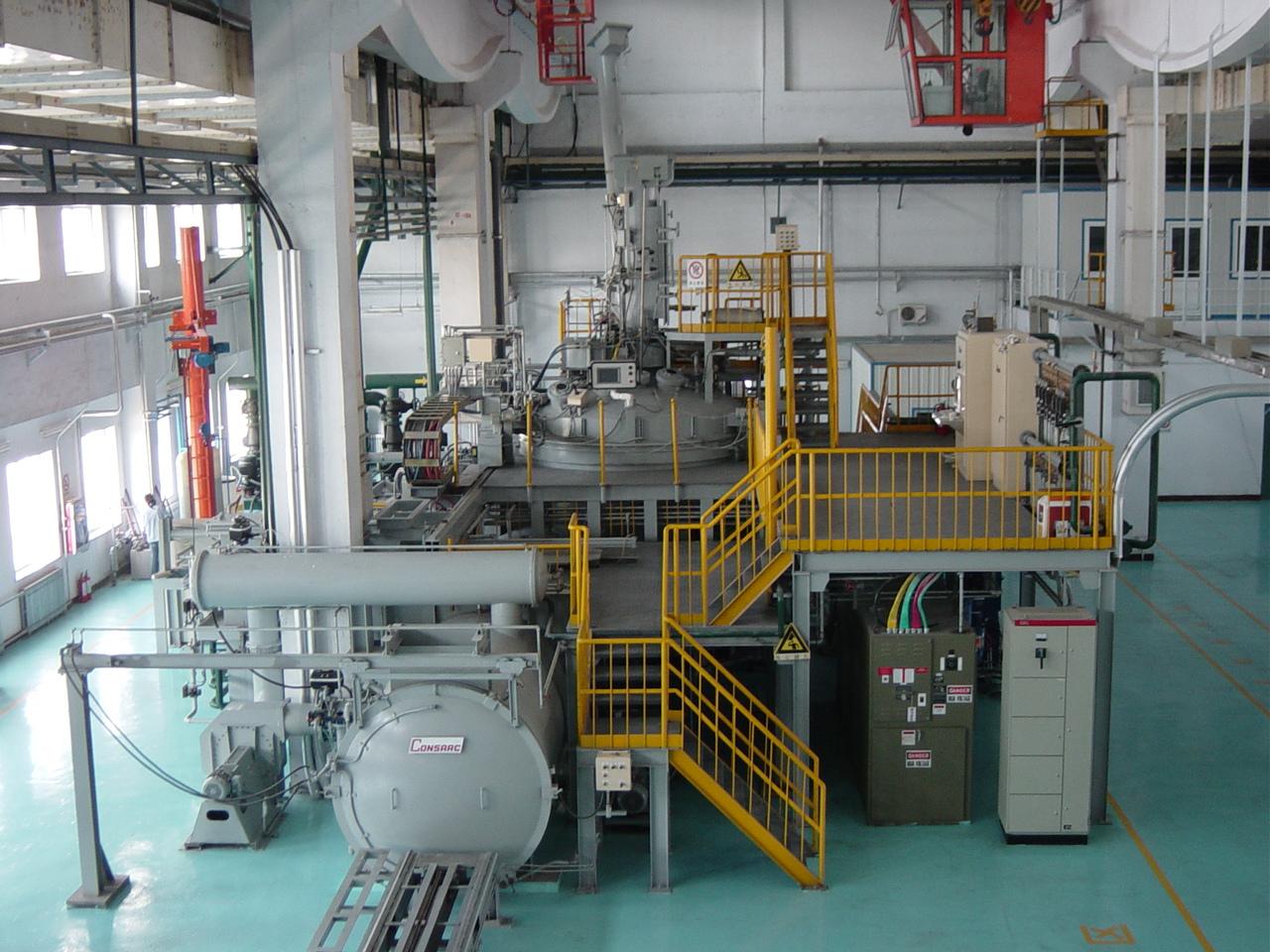
Master Alloy VIM Furnaces

Master Alloy VIM systems are generally in the range of 1 to 10 tons and are characterized by their ability to pour many multiples of small diameter ingots configured on a mold car or turntable. Individually poured master alloy ingots are commonly as small as 73 mm (2 7/8″) and as large as 254 mm (10″) in diameter and generally about 1.2m (48″) tall. Gang poured ingots can be 50 mm (2″) and under, if desired.
Features
• Rugged steel shell induction furnace
• Rapid exchange features to minimize furnace down time
• Efficient Inductotherm power supplies and auxiliary stirring
• Multiple chamber systems with mold chambers, charging chambers, and hot tundish insertion systems
• Multiple charging systems for rapid feeding of a wide variety of charge materials
• Multiple mold pouring via mold cars or turntables
• Low conductance loss ‘wet’ filters to protect vacuum pumps and minimize fire hazards
• Computer and PLC based controls with full SCADA
• Remote operation via CCTV
Tech Specs
Multiple Charging Systems:
• Overmelt chargers for primary bucket charging of high density charge materials, temperature probe insertion, sample taking, and late alloy additions; utilizes a custom-designed water-cooled overmelt isolation valve with vacuum seal protection when open for increased reliability
• Vibratory side feeders for primary charging of low density charge materials like casting returns, gates, risers and sprues
• Other charging systems for low headroom installations are available
Vacuum System:
• Three stage vacuum pumping system incorporating oil sealed rotary pumps or dry type screw pumps, roots type mechanical blowers, and oil vapor booster pumps for finalizing vacuum levels in the 10-3 Torr range
• Oil wetted vacuum filters for control of pyrophoric additions such as NiMg
• State-of-the-art safety systems incorporating overpressure relief valves and argon purging
Mold Pouring:
• Hot tundish insertion chargers configured to insert an externally preheated refractory tundish into the pour position within a few minutes
• Multiple ingot row pouring by furnace/tundish advance or mold turntable advance
• Programmable control of mold car / turntable movement
Controls:
• Computerized control and SCADA systems
• TV cameras on remotely actuated site ports for remote operation
Furnace Layout
Two furnace layouts are typically utilized: Rollaway Head and Door Mounted Furnace.
Rollaway Head furnaces have the following features:
• Good access to the furnace top and spout
• Simple power supply bus arrangement
• Good ability to inspect the lining and furnace coil
• Able to frit lining or perform wash heat in open air
Door Mounted Furnaces have the following features:
• Very easy access to melt chamber for cleaning
• More complicated power supply bus required
• Easy access to all of coil
• Less platforming required since there is no head movement